电解抛光(Electro Polishing)
-
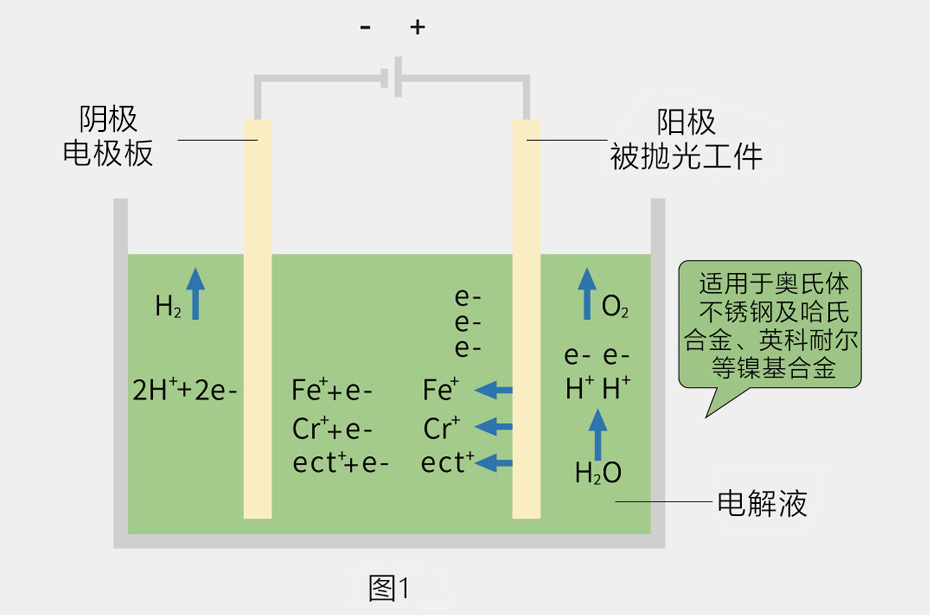
电解抛光是以被抛光工件为阳极,电极板为阴极,两极同时浸入电解槽中通以直流电而产生电化学溶解的过程。电解抛光反应过程如图1所示:
-
电解抛光原理
电解抛光时金属表面形成高粘度液层,即粘膜层,金属离子的相互迁移正是通过这层高电阻粘膜层进行的。对于金属表面的凹凸部分,由于覆盖在凸部的粘膜层较薄,而覆盖在凹部的粘膜层较厚,因此,
金属凸部的离子移动距离较短,抵抗较小,溶解速度快;与凸部相比,凹部的反应抵抗较大,溶解速度慢。通过电解抛光,金属表面变得平滑且生成了均匀的氧化膜。
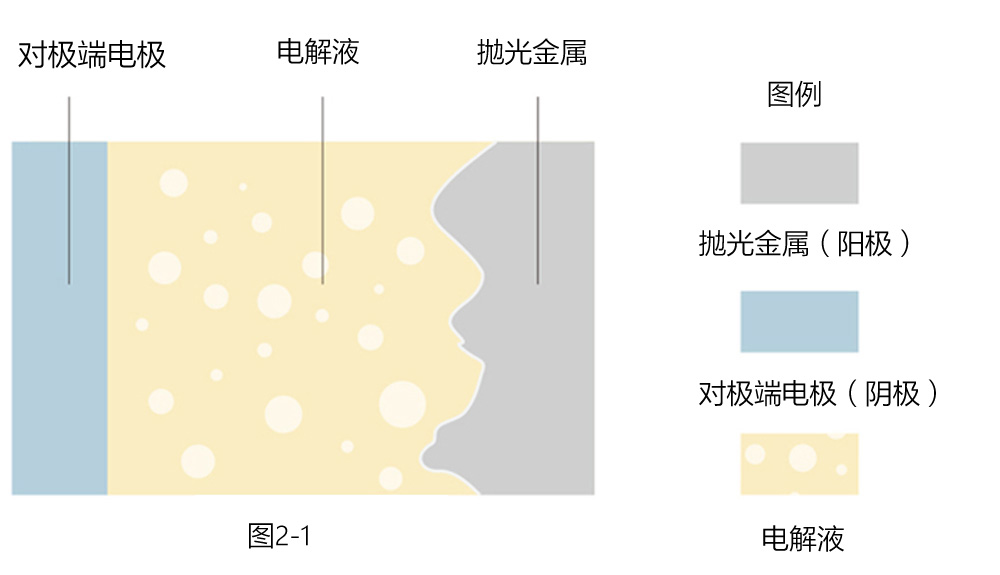
其原理参照图2-1,2-2,2-3所示:
-
-
抛光金属侧接正极,对极端电极接负极,通以直流电,在电解液中产生电流。
-
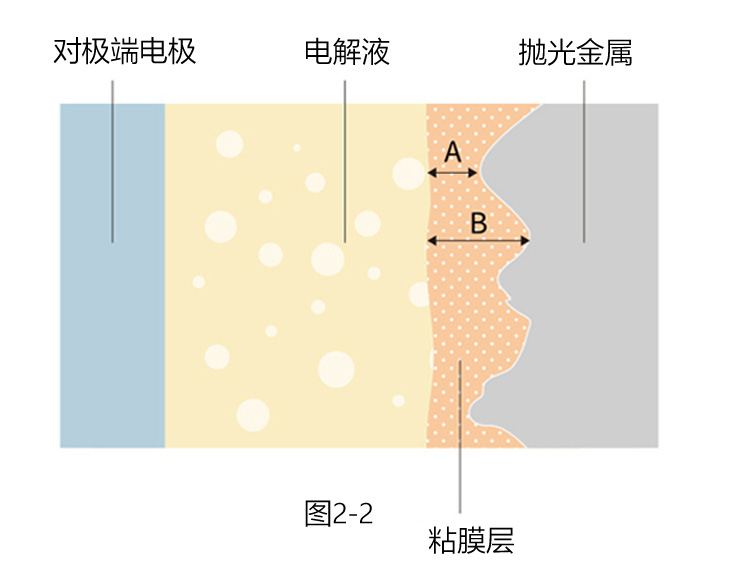
通电数秒后抛光金属侧生成厚度约10um的初期氧化物,即粘膜层 (),粘膜层的电阻大概是电解液的1400倍。这时,电解液的电阻几乎可以忽略不计。电流通过粘膜层较薄部分(A部)时,因电阻较小,抛光金属溶解速度较快:而电流通过粘膜层较厚部分(B部)时,因电阻较大,溶解速度较慢。
-
-
-
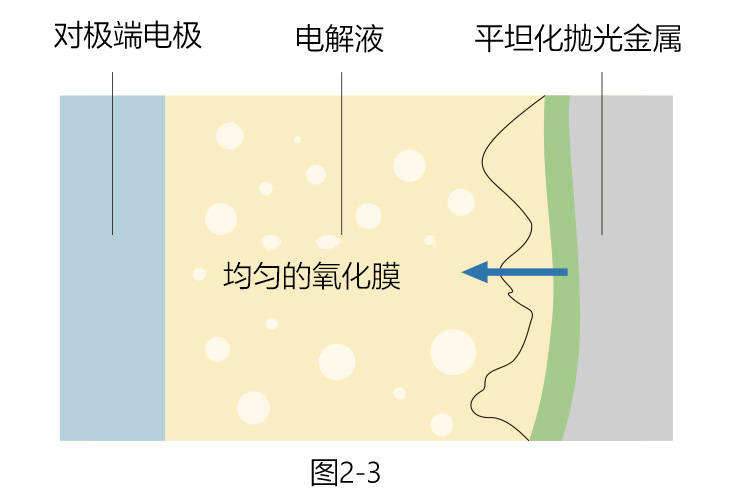
因溶解速度的不同,抛光金属逐渐平坦化。同时,在抛光金属表面形成均匀、致密、坚固的氧化膜()。至此,达到电解拋光的平坦化、耐腐蚀性等性能。
电解抛光作业流程

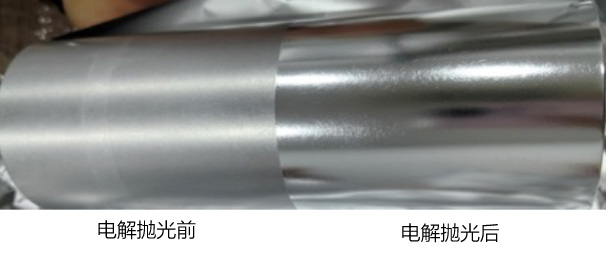
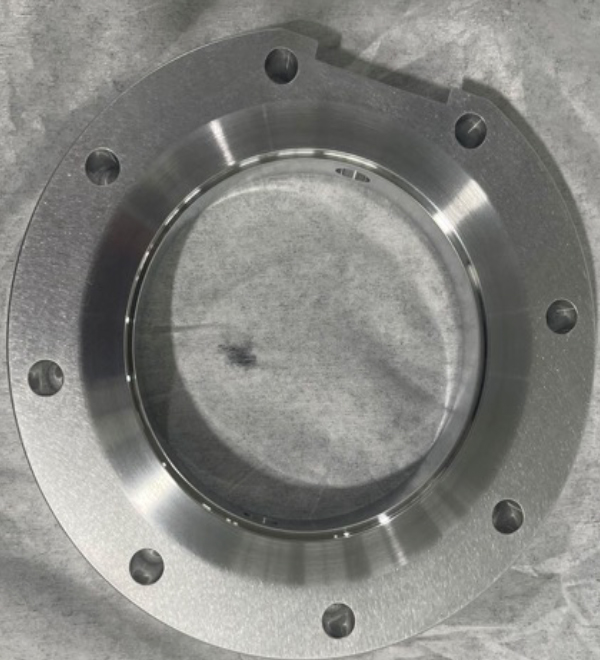
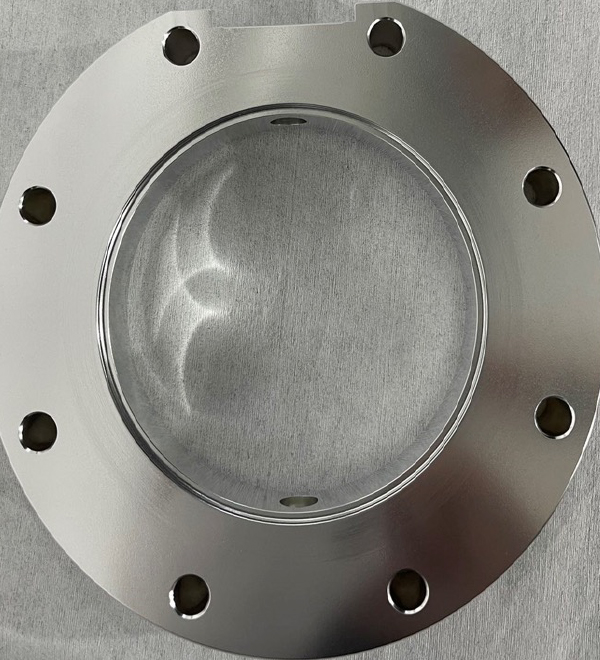
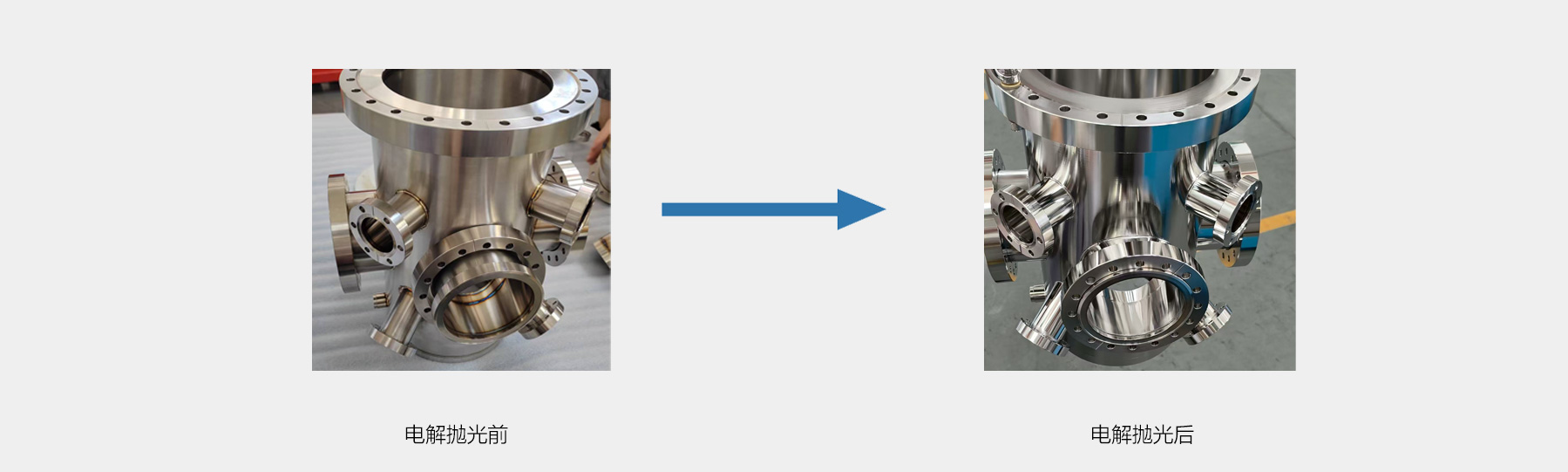
电解抛光前后对比
电解抛光的目的
● 提升性能
不锈钢中铬的浓缩和氧化膜的生成
通过电解抛光,不锈钢中的铁成分优先溶解,从而使铬得以浓缩,最初约18%的铬浓度最终浓缩至60%以上。
同时铁和铬完全氧化并生成2-5nm的氧化膜,有效抑制金属离子的析出以及提高了耐腐蚀性。
| 测试项目1:铬铁比和铬氧铁氧比 | ||
| 设备名称 | XPS | |
| 设备型号 | PHI-5000Versa-ProbeⅢ | |
| 设备编号 | SA-211 | |
| 测试样品 | 进口316L | |
| 环境条件 | 温度:22°C;湿度:50%RH | |
| 参考标准 | SEMI F60 | |
| 测试条件 | 分析区域:直径200µm;信息深度:约5nm;元素的原子百分比检测下限:0.1%;测试真空度:1.2x10-6Pa | |
| 测试样品图片 |  |
|
| 测试结果 | ||
| 测试项目 | 测试结果 | 图谱:样品的XPS全谱 |
| Cr/Fe | 1.69 | 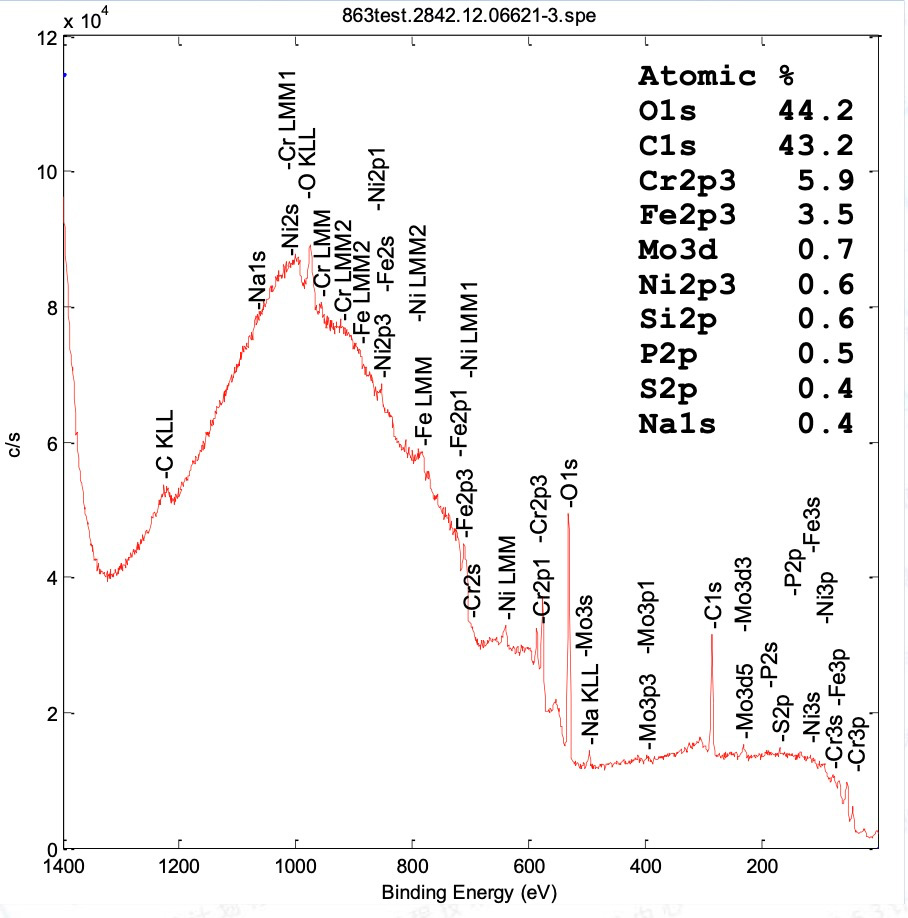 |
| Cr-O/Fe-O | 2.89 | |
| 测试项目2:AES深度剖析结果 | |||
| 项目 | 单位 | 测试结果 | 图谱:AES测试照片 |
| 氧化层厚度 | (Å) | 33.3 | 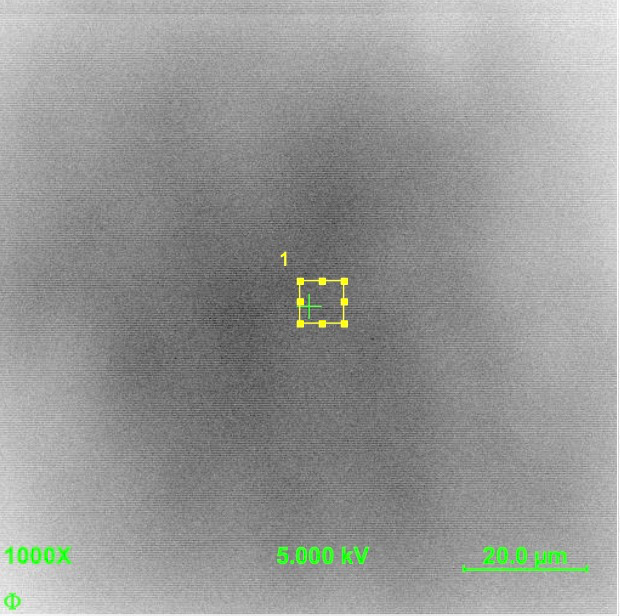 |
| 修正过的氧化层厚度** | (Å) | 28.2 | |
| 单独的铁氧化物厚度 | (Å) | NA | |
| 深度10Å处的Cr/Fe比* | / | 0.96 | |
| 最大Cr/Fe比 | / | 1.12 | |
| (对应的深度) | / | 10.7 | |
| C层厚度 | (Å) | 5.1 | |
去除肉眼无法看到的微小污垢
通过电解抛光,可以彻底清除表面污垢。不仅是肉眼可见的污垢,甚至是肉眼无法看到的微小污垢,或者通过普通清洗难以去除的污垢,也可以通过电解抛光的溶解作用完全清除,从而获得洁净的表面。此外,由于表面粗糙度降低,不仅不易附着污垢,即使有污垢附着,也更容易清洁。
电解抛光前:晶体边界处易积聚杂质,表面凹凸复杂。污垢较多,杂质残留较严重,清洁难度大。
电解抛光后:通过电解抛光的溶解作用,不纯杂质被去除,表面变得洁净且平滑。这样的表面不易附着污垢,即使附着,也易于清洗,具有高清洁性。
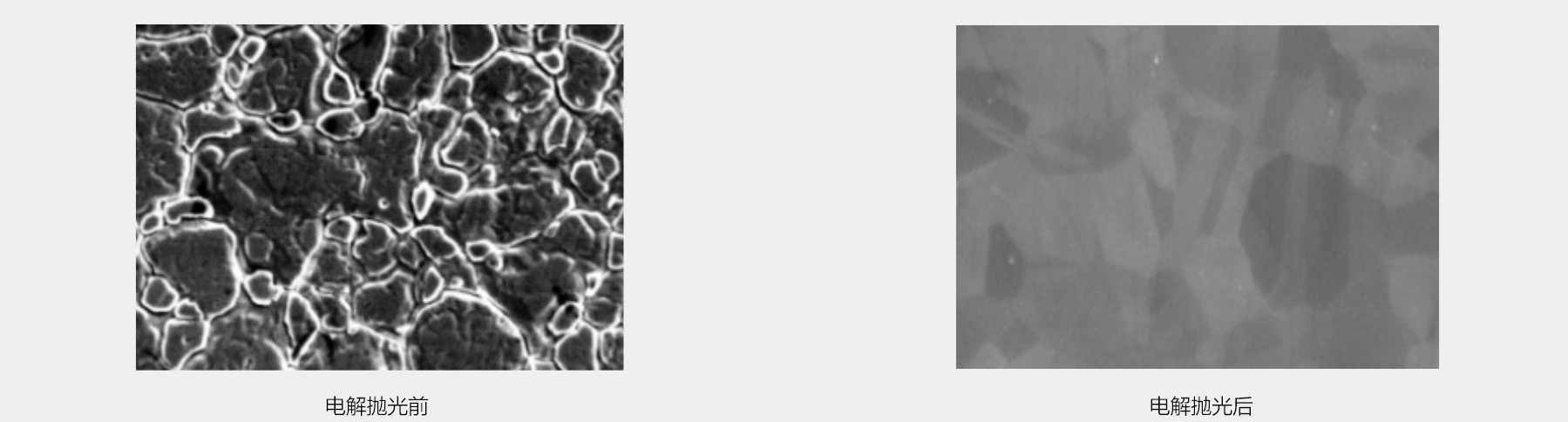
SUS304 2B材料电解抛光前后的SEM(扫描电子显微镜)对比
● 实现美观
-
 物理抛光后进行电解抛光得到的镜面效果
物理抛光后进行电解抛光得到的镜面效果 -
实现镜面效果
通常情况下,镜面化效果需要结合物理抛光和电解抛光来实现。严格来说,仅通过浸泡式的电解抛光无法实现真正的镜面效果,只能达到光亮的效果。所谓镜面化处理,一般是以物理抛光作为前处理的基础。
-
去除毛刺
如果是小毛刺,可以通过电解抛光使其变得光滑。然而,对于较大的毛刺,则需要长时间通电处理。考虑到过度电解可能带来的问题以及成本问题,建议仅在无法使用电解抛光以外方法时再考虑此方案。此外,针对铝材还可以通过化学抛光去除毛刺。
如需更多信息,请联系我们。 -
 放大500倍后照片(电解抛光前)
放大500倍后照片(电解抛光前) -
 放大500倍后照片(电解抛光后)
放大500倍后照片(电解抛光后)
-
 处理前
处理前 -
 处理后
处理后 -
去除焊疤
通过浸泡电解抛光并不一定能够完全去除焊疤,因此通常需要结合酸洗处理来去除焊接烧痕。焊接后表面有时会变黑并出现类似碳化的现象,这种情况仅仅靠电解抛光或酸洗都无法去除,只能通过物理抛光来清除。此外,如果焊接时表面沾有油污,会导致烧痕,这种烧痕无法通过电解抛光去除,酸洗也很难处理,即使勉强去除,也可能因过度酸洗导致表面粗糙。因此,针对油污烧痕,也只能通过物理抛光来解决。
-
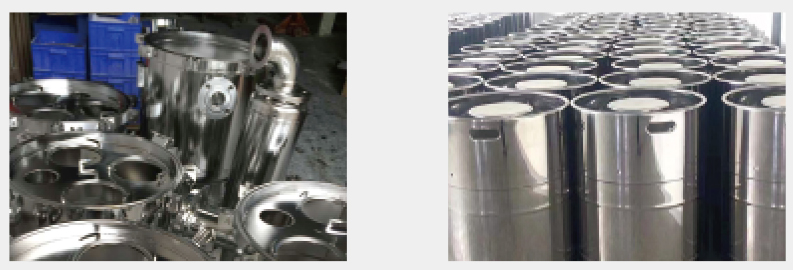
提升外观美感以增加产品价值
通过电解抛光,可以清除表面污垢,使表面更加洁净。不仅能去除肉眼可见的污垢,还能去除普通清洗难以清除的微小污垢,从而形成干净的表面。经过处理后,表面不易附着污垢,即使有污垢附着,也更容易清洁。
-
 电解抛光前
电解抛光前 -
 电解抛光后
电解抛光后
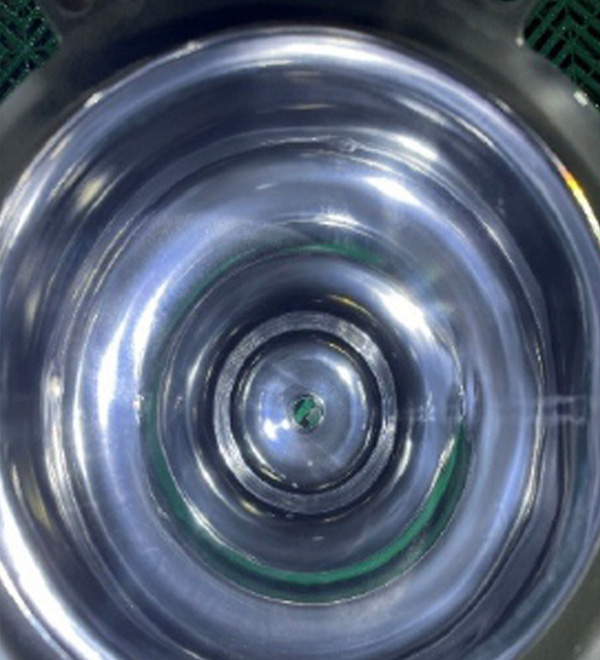
● 处理物理抛光难以到达的部位
-
 外壳内表面(角落处)
外壳内表面(角落处) -
 管道内表面
管道内表面 -
电解抛光通常能够处理物理抛光难以触及的区域。
除上述提升性能 · 实现美观 · 处理物理抛光难以到达的部位的主要目的外,电解抛光还可实现降低工件表面积、改善表面粗糙度等,在此不做全部列举。
如有兴趣请咨询和久精工业务部,联系方式见【联系我们】。